想要更直观地感受<全椒> 本地 不锈钢焊管单面不锈钢复合板一致好评产品产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:<全椒> 本地 不锈钢焊管单面不锈钢复合板一致好评产品的图文介绍


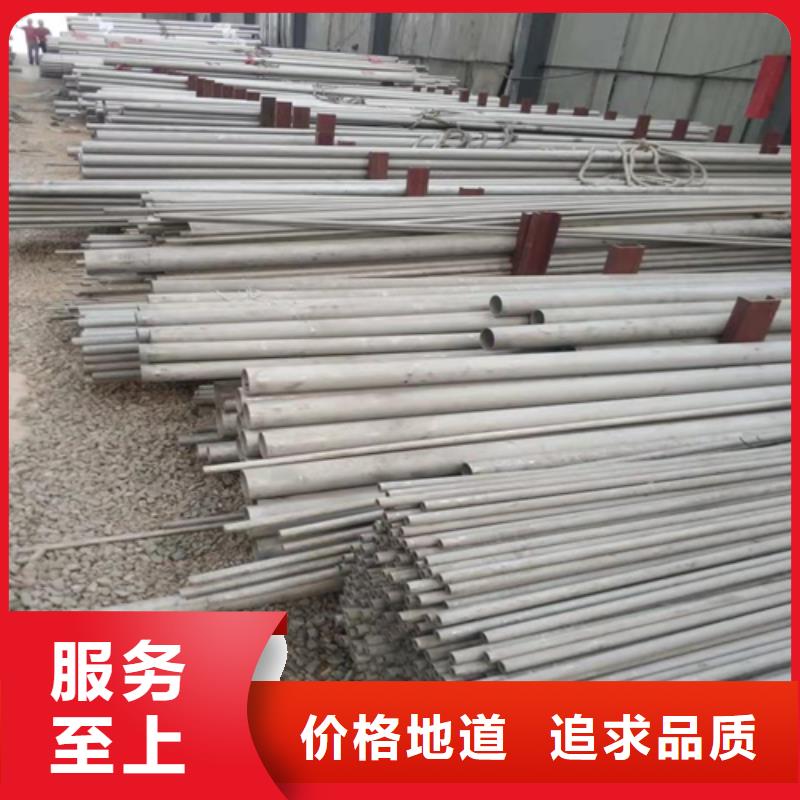
全椒松润金属材料有限公司专业生产销售各种材质规格全椒不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,全椒不锈钢焊管是通过不锈钢板材卷、焊、打磨、喷砂、抛光等工艺制作完成,内壁依然保留肉眼可见焊缝。不锈钢焊管产能扩张情况
目前我国生产企业除了扩张装饰用管、工业焊管生产线外,一些高要求的化工机械用管、热交换器用U型管、换热器和冷凝器用管、输送用流体管、机械结构用管、盘管(仪表管)、卫生级管和尿素管及大口径厚壁不锈钢焊管项目也在不断地扩张,不锈钢焊管工业用管
材质:304,316L
执行标准:?GB/T12771
分列:
DN8(Φ13.7)?DN10(Φ17.15)?DN20(Φ26.67)?DN25(Φ33.4)?DN32?(Φ42.16)?DN40(Φ48.26)?DN50(Φ60.33)?DN65(Φ73.03)?DN80(Φ88.9)?DN90(Φ101.6)?DN100(Φ114.3)?DN125(Φ141.3)?DN150(Φ168.28)?DN200(Φ219.08)?DN250(Φ273.05)?DN300(Φ323.85)?DN350(Φ355.6)?DN400(Φ406.4)
无缝钢管的重量kg/m = (Od - Wt) * Wt * 0.02466 其中Od是外径 Wt是壁厚



全椒松润金属材料有限公司专业生产销售各种材质规格全椒不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管焊前预热与焊后热处理有什么作??
不锈钢焊管在焊接?产时需要进?焊前预热和焊后的热处理,这样做有什么作?呢?
1.焊前预热
焊前预热及焊后热处理对于保证焊接质量?常重要。重要构件的焊接、合?钢的焊接及厚部件的焊接,都要求在焊前必须预热。焊前预热的主要作?如下:
(1)预热能减缓焊后的冷却速度,有利于焊缝?属中扩散氢的逸出,避免产?氢致裂纹。同时也减少焊缝及热影响区的淬硬程度,提?了焊接接头的抗裂性。
(2)预热可降低焊接应?。均匀地局部预热或整体预热,可以减少焊接区域被焊?件之间的温度差(也称为温度梯度)。这样,???降低了焊接应?,另???,降低了焊接应变速率,有利于避免产?焊接裂纹。
(3)预热可以降低焊接结构的拘束度,对降低?接接头的拘束度尤为明显,随着预热温度的提?,裂纹发?率下降。
预热温度和层间温度的选择不仅与钢材和焊条的化学成分有关,还与焊接结构的刚性、焊接?法、环境温度等有关,应综合考虑这些因素后确定。另外,预热温度在钢材板厚?向的均匀性和在焊缝区域的均匀性,对降低焊接应?有着重要的影响。局部预热的宽度,应根据被焊?件的拘束度情况?定,?般应为焊缝区周围各三倍壁厚,且不得少于150-200毫?。如果预热不均匀,不但不减少焊接应?,反?会出现增?焊接应?的情况。

全椒松润金属材料有限公司专业生产销售各种材质规格全椒不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管氩弧焊焊接的?艺要求及?艺参数解析
不锈钢焊管的焊接?式有很多,我们?般采?的是氩弧焊的焊接?艺。那么,氩弧焊焊接不锈钢焊管的?艺要求及参数是怎样的呢?1、?艺要求
1)、焊接位置:DN150及以下管道,?般在空间有限、全?动焊机?法施焊的固定位置。DN150以上管道,尽量在地?焊接,减少?空试焊作业。
2)、焊接层数及道数:焊接层数?般为2~3层,单?焊接双?成型。
3)、保护?体:氩?纯度≥99.95%。
4)、填充焊丝:ER308直径:φ2mm或φ3mm
2、管?对接要求
管?对接时,管?的整个圆周尽量不要错边,间隙见上表。因管?圆度不够?造成错边的,可边点焊边??锤敲打致平再点固定焊。固定焊间距约为20mm~30mm之间为合适。
3、焊接?艺参数
选择线能量少的焊接?艺参数焊接,有利于防?晶间腐蚀和裂纹。常?的规范参数见下表。


全椒松润金属材料有限公司专业生产销售各种材质规格全椒不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管出现裂纹的原因及预防措施
裂纹是焊接结构中危险的?种缺陷,不但会使产品报废,甚?可能引起严重的事故。不锈钢焊管裂纹按其产?的温度和时间的不同可分为冷裂纹、热裂纹和再热裂纹;按其产?的部位不同可分为纵裂纹、横裂纹、焊根裂纹、弧坑裂纹、熔合线裂纹及热影响区裂纹等。
?、热裂纹
焊接过程中,焊缝和热影响区?属冷却到固相线附近的?温区间所产?的焊接裂纹称为热裂纹。它是?种不允许存在的危险焊接缺陷。根据焊管热裂纹产?的机理、温度区间和形态,热裂纹?可分成结晶裂纹、?温液化裂纹和?温低塑性裂纹。
产?原因:主要是熔池?属中的低熔点共晶物和杂质在结晶过程中,形成严重的晶内和晶间偏析,同时在焊接应?作?下.沿着晶界被拉开,形成热裂纹。热裂纹?般多发?在奥?体不锈钢、镍合?和铝合?中。低碳钢焊接时?般不易产?热裂纹,但随着钢的含碳量增?,热裂倾向也增?。
防?措施:严格地控制不锈钢焊接管及焊接材料的硫、磷等有害杂质的含量,降低热裂纹的敏感性;调节焊缝?属的化学成分,改善焊缝组织,细化晶粒,提?塑性,减少或分散偏析程度;采?碱性焊接材料,降低焊缝中杂质的含量,改善偏析程度;选择合适的焊接?艺参数,适当地提?焊缝成形系数,采?多层多道排焊法;断弧时采?与母材相同的引出板,或逐渐灭弧,并填满弧坑,避免在弧坑处产?热裂纹。



松润金属材料有限公司所经营的 316L不锈钢复合板、规模大、品种全、价格合理。公司是一家集销售、运输于一体的大型 316L不锈钢复合板、销售企业。公司以客户和市场为导向,为相关行业提供优质材料,应用技术及全面的售后服务,主营 316L不锈钢复合板、等产品。
公司实行总经理领导下的分工负责制,坚持以市场为导向、以发展为动力、以“诚实守信 实现双赢”为经营管理理念、以“客户优先 勤勉尽责”为服务宗旨;竭诚为广大客户服务。长期以来我公司重合同守信用,深受广大客户的支持和信赖。公司一贯以服务周到、质量过关、价格合理、客户至上、让利客户、薄利多销为原则,同样的价格比质量,同样的质量比服务! 诚信铸就品质,品质铸造未来!


全椒松润金属材料有限公司专业生产销售各种材质规格全椒不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,全椒不锈钢焊管是通过不锈钢板材卷、焊、打磨、喷砂、抛光等工艺制作完成,内壁依然保留肉眼可见焊缝。在不锈钢管的产品和数量方面:一般用途的普通不锈钢管的产量已与市场总体需求平衡。无缝管的生产能力大于市场需求,生产过剩;中、低档次标准的不锈钢装饰焊管市场供大于求;较高标准的工业用焊管生产能力不足,尤其是高要求的工业用管,如电站用高压不锈钢锅炉管等基本是空白。在不锈钢管产品的规格方面:一般用途的中小口径不锈钢管的生产能力大干市场需求;大口径、高要求的不锈钢管,市场供不应求,缺口较大,如Φ21mm以上的特大口径不锈钢管还需要靠进口弥补不足。再如超长度的(大于15m)的超长管,国内也很少生产,基本依靠进口。在不锈钢管的品种方面:目前国外广泛使用304L、316L等超低碳不锈钢。国产的尿素级、高精度不锈钢,其质量还较难保证;一些技术难度大、质量要求高的专用不锈钢管,如电站锅炉的热交换器管、化肥装置用尿素管、石油井管等,还主要依靠进口;一些具有良好耐腐蚀性能的双相不锈钢管,国内也很少生产,不能满足市场需求。








 扫一扫
扫一扫